CAD software has come a long way. For engineers, that’s good news: it means you can dream up almost anything on the screen. But that freedom has a catch. Just because you can model it doesn’t mean it will come off a mill the way you imagined (or for the price you hoped).
CAD software has come a long way. For engineers, that’s good news: it means you can dream up almost anything on the screen. But that freedom has a catch. Just because you can model it doesn’t mean it will come off a mill the way you imagined (or for the price you hoped).
In CAD, every feature feels equally easy to create. Then the estimate comes back twice what you expected, and the disconnect between what’s possible to design and what’s practical to machine becomes clear. On the shop floor, everything changes. Some features cut cleanly with standard tools in a single setup, while others require custom tooling, multiple operations, and complex fixturing. What looked simple on your monitor suddenly gets very expensive.
At Approved Machining, we help engineers close the gap between design intent and manufacturing reality. Understanding how to reduce machining cost through smarter geometry choices is what turns a costly prototype into a production-ready part.
Here’s a closer look at the geometry features that most often drive costs up, and how a few small adjustments can bring them back down.
Table of Contents
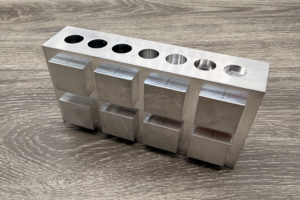
#1: Deep Cavities and Pockets
They look simple enough on a drawing, but deep pockets are among the biggest cost drivers in machining. Reaching into narrow spaces requires long tools that flex and vibrate under cutting pressure. To keep tolerances in check, machinists must slow their feeds, take lighter passes, and stop frequently to clear chips. Those trapped chips build heat, wear out tools more quickly, and can damage the surface finish. And every extra cubic inch of material removed adds to your scrap cost.
When possible, reduce pocket depth, add relief holes or through features to improve chip evacuation, or use ribs and thinner walls instead of large, solid cavities. Minor design changes like these can save hours of machine time.
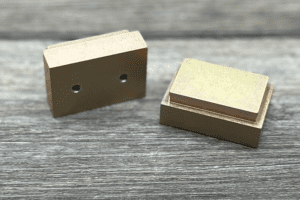
#2: Thin Walls and Small Features
Thin walls and small features may appear straightforward in CAD, but they present real challenges once machining begins. Thin sections flex and chatter under cutting pressure, which forces slower feed rates and lighter cuts. The slower machining and tool deflection increase cycle time and raise the risk of distortion. Small holes and narrow slots need specialized tooling that wears out quickly and is more expensive to replace than standard tools.
Whenever possible, increase wall thickness to two to three times the tool diameter, widen slots to match standard tool sizes, and reconsider whether very small drilled holes are necessary. In some cases, EDM or a simple design change is the better option.
#3: Tight Tolerances Everywhere
Specifying tight tolerances across an entire part is one of the fastest ways to drive up machining costs. Holding ±0.001" across multiple features means slower feed rates, extra inspection steps, and more setup time. While the effort pays off when it’s truly needed, most features don’t require that level of precision.
Reserve tight tolerances for critical areas like mating surfaces or functional fits. Cosmetic or non-critical features can typically be held to ±0.005" or even ±0.010" without affecting performance. Applying precision only where it matters is a fundamental part of how to reduce machining costs—it keeps machining time, inspection time, and overall expenses in check.
Tolerance Cost Impact
| Tolerance | Relative Cost | When to Use |
|---|---|---|
| ±0.010" | 1x (baseline) | Non-critical surfaces, cosmetic features |
| ±0.005" | 1.5-2x | Standard precision parts, general fits |
| ±0.001" | 3-5x | Critical mating surfaces, bearing seats |
| ±0.0005" | 5-10x+ | High-precision assemblies, gauge components |
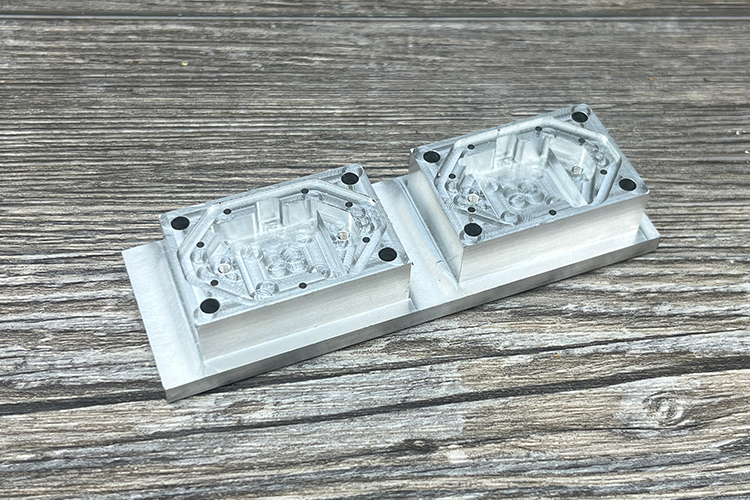
#4: Non-Standard Radii and Sharp Internal Corners
When a radius doesn’t match a standard tool size, the machine has to trace the curve in small, overlapping steps. This process, called interpolation, adds cycle time to every part and increases wear on the tool. Custom tooling drives setup costs even higher.
Sharp internal corners create a similar problem. Because end mills are round, they can’t cut a true 90-degree inside corner. Achieving a sharp inside corner requires very small tools, multiple passes, or EDM—all of which add cost.
Whenever possible, design radii that match standard tool sizes such as 1/8", 1/4", or 3/8". Additionally, add a fillet to internal corners instead of calling for a zero-radius edge.
#5: Surface Finish Requirements
Not every surface needs to be polished to perfection. Specifying a high finish across an entire part is an easy way to increase cost without improving performance. Fine finishes require slower feed rates, extra tool passes, or secondary operations such as polishing.
Limit high finish callouts to only the areas that require them, such as sealing surfaces, bearing fits, or other critical interfaces. Allow standard as-milled finishes everywhere else.
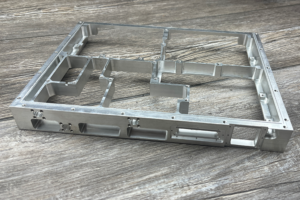
#6: Minimizing Setups
Every time a part needs to be repositioned in the machine, the costs increase. Each setup means removing the part, re-fixturing, realigning, and restarting the program. Multiple setups also increase the chance of tolerance stack-up and often require custom fixtures or 5-axis machining. Parts with features on different faces also take longer to position and verify, which extends lead time even when machine capacity isn’t an issue.
Geometry Adjustments That Reduce Setups
The key to minimizing setups is thoughtful feature placement during the design phase:
- Consolidate features to common planes. Keep holes, slots, and pockets on one or two faces whenever possible to minimize the number of setups.
- Use through-holes instead of blind holes when possible. Through-holes are accessible from multiple orientations and don't require precise depth control, making them faster to machine and easier to fixture.
- Design with symmetry to simplify fixturing. Symmetrical parts can often be rotated in the same fixture, reducing the need for custom setups.
- Avoid hidden features. Blind holes, undercuts, or features on inaccessible surfaces require part flipping or the use of specialized tooling. If you can relocate features to reachable areas, the part may be machinable in fewer orientations.
- Consider splitting complex parts. Sometimes, one part requiring five setups is more expensive than two simpler parts that bolt together, each requiring only two setups.
#7: Difficult-to-Machine Materials
Material selection has a direct impact on cost. Tough alloys, such as Inconel or hardened steels, cut slowly and wear down tools quickly. More common materials, such as aluminum or stainless steel, allow for faster speeds, longer tool life, and shorter cycle times.
Choose the most machinable material that still meets your performance requirements:
- Use 6061 aluminum instead of 7075 when strength requirements allow.
- Specify 303 stainless instead of 304 for better machinability.
- Consider whether exotic alloys are essential for your application.
The difference can be dramatic. A part that takes one hour to run in 6061 aluminum might take three hours in 7075 and eight hours in Inconel—same geometry, very different cost.
 Design Smarter From the Start
Design Smarter From the Start
Understanding how to reduce machining cost starts with geometry. Deep pockets, tight tolerances, and non-standard radii may appear simple in CAD, but they behave very differently once cutting begins. Seemingly small details, such as thin walls, deep holes, or hidden features, can quietly add hours of machining time when they push tooling or setup limits.
These are the cost drivers that appear again and again in CNC work. Fixing even a few during the design phase can make a real difference in both price and turnaround. The key is catching them early—before the part is finalized and sent out for a quote.
At Approved Machining, we work closely with engineers to review part geometry, identify potential cost drivers, and suggest adjustments that make manufacturing more efficient without changing function. Our goal is to help you move from concept to finished part smoothly and cost-effectively.
If you’re developing a new design or revising an existing one, we can help you evaluate geometry choices and optimize for both quality and cost. Contact Approved Machining to start a conversation about your next CNC machining project.